|
4. 브레이징의 기초 이론
|
4-1. 금속간의 결합
|
|
자연계에 존재하는 물질들은 수많은 원자들로 이루어져 있으며, 원자들의 결합방식에는 이온결합, 반데르발스결합, 공유결합, 금속결합 등이 있다. 브레이징은 접합계면에서 금속간의 결합에 의해 이루어진다. 물질의 결합력은 이들 원자의 응집력과 관련이 있으며, 응집력이 크면 일반적으로 그 물질의 강도도 크다. 응집력이란 물질내의 원자를 무한거리 만큼 멀어지게 하는데 필요한 힘을 말한다. 본 절에서는 접합에 대한 기초 이론으로서 우선 원자들 간의 결합에 대해 설명하고자 한다.
|
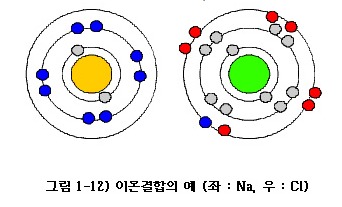
① 이온결합
|
이온결합은 양이온과 음이온이 정전기 인력으로 결합하여 생기는 화학결합으로, 전형적인 예로는 염화 나트륨 (NaCl) 등과 같이 양성 (陽性)이 강한 금속과 음성이 강한 비금속 사이에 생기는 무기염류 (無機鹽類)를 들 수 있다. 이 경우 금속원자인 Na는 전자를 하나 주고, 비금속 원자인 Cl은 전자를 하나 받아서 이온 결합이 된다. 이온 결합의 에너지는 145-250 kcal/mol 정도이다.
|
|
|
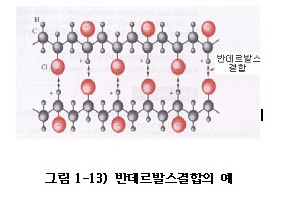
② 반데르발스결합
|
반데르발스 결합은 플라스틱과 같이 2개 이상의 원자가 모여 분자를 구성하고 있는 물질에서 많이 나타난다. 이 분자 내에서 양 혹은 음전하가 한쪽으로 치우쳐 분포하는 경우가 있는데, 이 때에 분자 간에 발생하는 인력이 결합력이다. 이 결합은 원자 간에 전자를 서로 주고 받는 것이 아니며, 응집력도 약하다. 예로서, 수소, 산소, 벤젠, 나프탈렌 등이 여기에 속하며, 반데르발스 결합된 결정은 융점이 낮고,연하다.
|
|
|
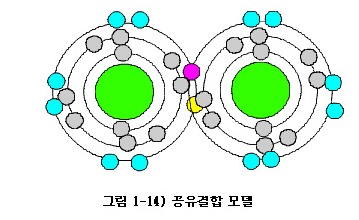
③ 공유결합
|
공유결합은 2개의 원자가 서로 전자를 방출하여 전자쌍을 형성하고, 이것을 공유함으로써 생기는 결합으로, 대부분 의 유기화합물과 일부 무기화합물에서 볼 수 있다. 수소, 탄소, 산소, 황 등의 원자는 공유결합을 만들기 쉬운데, 다이아몬드도 공유 결합의 한 예이다. 공유 결합은 결합력이 강하며 융점과 경도도 높다.
|
|
|
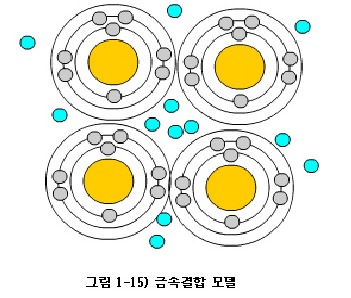
④ 금속결합
|
금속원소의 원자가 집합하여 금속결정을 만드는 경우의 화학결합을 말한다. 대부분의 금속은 내부의 각 원자에 속하는 원자가전자 혹은 인접한 특정 원자의 전자와 상호작용을 가지지 않고 결정 내를 자유롭게 움직이는 이른바 자유전자를 가지고 있다. 이 자유전자의 바다 위에 원자가 전자를 잃은 그 금속원자의 양이온이 떠 있는 것이 금속 이다. 금속결합의 주요한 힘은 모든 자유전자와 양이온 사이의 정전기적 인력이며, 금속결합의 에너지는 27-83 kcal/mol 정도이다.
|
|
|
|
금속을 브레이징할 경우 결합력에 관련되는 힘은 금속 결합이지만, 실제 접합은 모재와 용가재 이종 재료간의 결합이다. 브레이징 접합계면에서 이들 이종 재료 사이에 확산이 일어나기 때문에, 브레이징은 이들 간의 합금화에 의한 결 합이라고 할 수 있다. 접합 계면에서의 합금화에는 고용체형, 공정형, 금속간화합물형이 있다.
다음 브레이징시의 접합에 관한 기초 지식으로서, 이들 합금화와 관련한 접합 형태에 대해 금속의 상태도로부터 판 단할 수 있는 지식을 고려하여 간단히 기술하고자 한다.
|
① 고용체형 접합
|
|
Ni과 Cu를 접합하면 이들 두 원소는 전율고용체를 이루기 때문에 완전히 접합되어 계면에 모자이크 상이 보인다. 전율고용체나 고용도가 큰 금속 간에는 접합 계면에서 원자의 확산이 용이하고, 비교적 접합되기 쉽다. 그림1-16)은 Ni-Cu 상태도 및 Ni과 Cu의 접합 계면 사진을 보인 것이다. 상태도에서 보듯이 Ni과 Cu 사이에는 어떤 비율로도 단일고체상을 만들 수 있으며 (전율고용체), 금속간화합물이 존재하지 않아서 접합 계면에서도 화합 물을 볼 수 없다.
|
|
|
② 공정형 접합
|
|
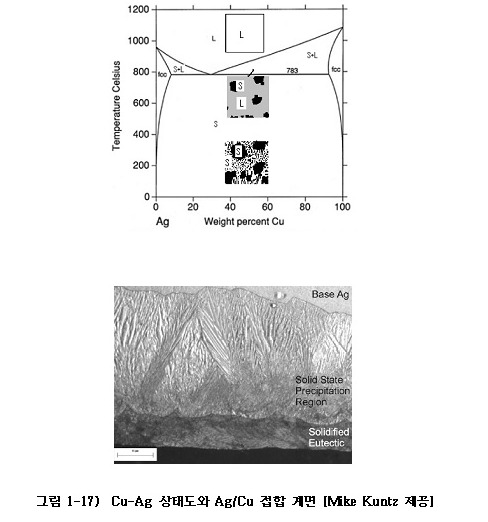
고용도가 크지 않아도 공정반응을 일으키는 금속은 대개 접합이 용이하다. 대표적인 것으로 Cu와 Ag가 있는데, 그림 1-17)은Cu-Ag의 상태도를 보인 것이다. Cu와 Ag 두 금속을 접촉시켜 공정온도 783℃로 유지하면 접합계면 에 공정반응이 생기면서 단시간에 접합된다.
그러나, 공정온도가 두 순금속의 융점과 거의 비슷할 경우에는 접합되지 않는 것도 있는데, 대표적으로 Al과 Sn이 있다. Al과 Sn은 공정온도가 Sn의 융점보다 3℃밖에 낮지 않고, 공정조성 (Sn-0.5%Al)도 순수 Sn에 가까워 공정 조직도 불분명하다.
|
|
|
③ 금속간 화합물형 접합
|
|
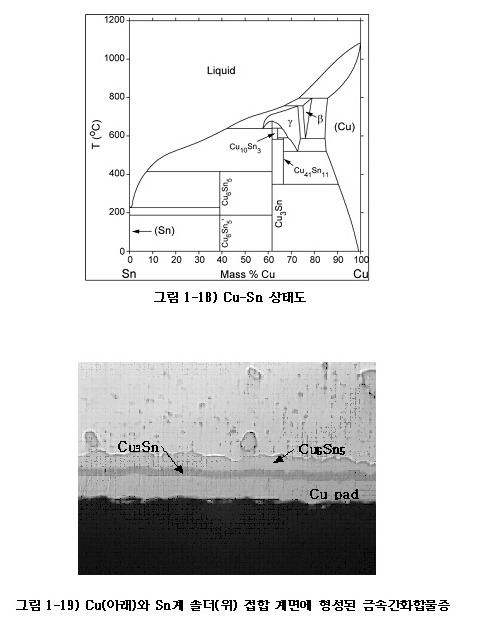
대표적인 것으로 동을 솔더링할 때 나타날 수 있는 Cu와 Sn간의 접합이 있는데, 그림 1-18)과 그림 1-19)는 각각 Cu-Sn 상태도와 접합 계면을 보인 것이다. 상태도 그림에서 보듯이 Cu와 Sn간에는 Cu6Sn5, Cu3Sn 계면에는 금속간 화합물이 존재하며, 접합계면 사진에서 Cu6Sn5, Cu3Sn 등의 얇은 금속간화합물을 확인할 수 있다.
일반적으로, 두 금속 원소의 상태도에서 전율고용체나 공정조직이 아니면서 두 금속 사이에 금속간화합물이 존재하는 경우, 두 금속이 상호 고용도를 초과할 때 대부분 접합계면에서 금속간화합물을 확인할 수 있다.
|
|
|
④ 부착형 접합
|
두 금속 간에 상태도적으로 액상이나 고상에서 전혀 용해되지 않는 것은 접합되지 않는 경우가 많다. 그러나, Ag-Fe, Bi-Fe 등은 접합이 가능하다. 이러한 금속에서는 중간층이 없으며, 접촉면에서 원자내의 전자분포가 변해서 계면에너지가 감소하므로써 결합력이 발생하여 접합되는 것으로 생각된다.
|
⑤ 복합형 접합
|
실용적인 많은 금속이나 합금에서는 여러 원소들이 포함되어 있기 때문에, 상기와 같이 단순하지 않고 복합적으로 나타나는 것이 많다. 액상의 금속으로부터 고상으로 응고될 때, 고용, 공정, 포정, 편정 등의 반응이 일어나고, 금속간 화합물이 생성되기 도 한다.
|
|
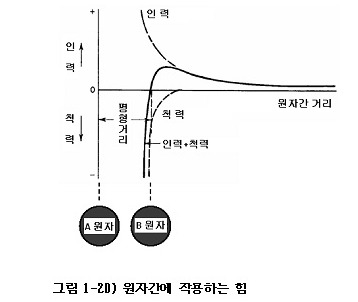
브레이징에 의한 접합에 대하여 좀 더 상세히 파악하기 위하여 아래 그림 1-20)을 고려해 보자. 원자 간에는 그림 1-20)에 보인 바와 같이, A, B 두 원자가 평형거리 이하로 지나치게 가까이 접근하면 척력이 커져 서로 밀어내고, 지나치게 멀어져도 결합력은 없어진다. 따라서, 가능한한 평형거리에 가깝도록 두 원자를 접근시켜 주어야 접합이 가능하다. 두 원자를 가까이 접근시키는 방법은, 접합하고자 하는 두 금속을 압력을 가하여 접근 시키던가 (예: 확산 접합), 열을 가해 녹여서 접근 시키던가 (예: 용융용접)하는 방법이 있다.
|
| |
그러나, 상온 상압에서 일반적인 표면 상태의 금속은 아무리 가까이 접근시키려 해도 표면의 거칠기나 오염물 때문에 접합에 이를 정도로 가까이 접근 시킬 수 없다. 따라서, 브레이징에서는 먼저 모재 표면의 오염물이나 산화막은 용가재가 모재 금속 표면에 젖으면서 가까이 가는 것을 방해하기 때문에 제거하여야 한다. 그 다음 접합하고자 하는 두 금속 사이에 용융된 용가재를 넣어 이들이 모재 표면에 젖게 함으로써, 용가재가 두 모재의 원자와 접합이 이루어질 수 있는 거리까지 접근시킨다. 이 과정에서 용가재와 모재 원자 간에 서로 섞이는 확산도 일어나게 된다. 결국, 브레이징에서는 용가재가 모재 표면에 잘 젖는 것이 아주 중요하다는 것을 알 수 있다. 다음에 젖음 현상에 대해 보다 자세히 살펴보기로 한다.
|
|
|
|