기술칼럼 및 공지사항
다양한 소식들과 브레이징 제품에 관련된 문의사항을 안내해 드립니다.
기술칼럼 및 공지사항
처음으로기술칼럼 및 공지사항기술칼럼
기술칼럼
| [제 3 장. 브레이징 합금] 3. 브레이징 합금 선택 시 기술적 고려사항 3-8. 브레이징부의 강도 | |
|---|---|
| 작성자 : 관리자(skb984@unitel.co.kr) 작성일 : 19.10.15 조회수 : 1289 | |
|
3-8. 브레이징부의 강도
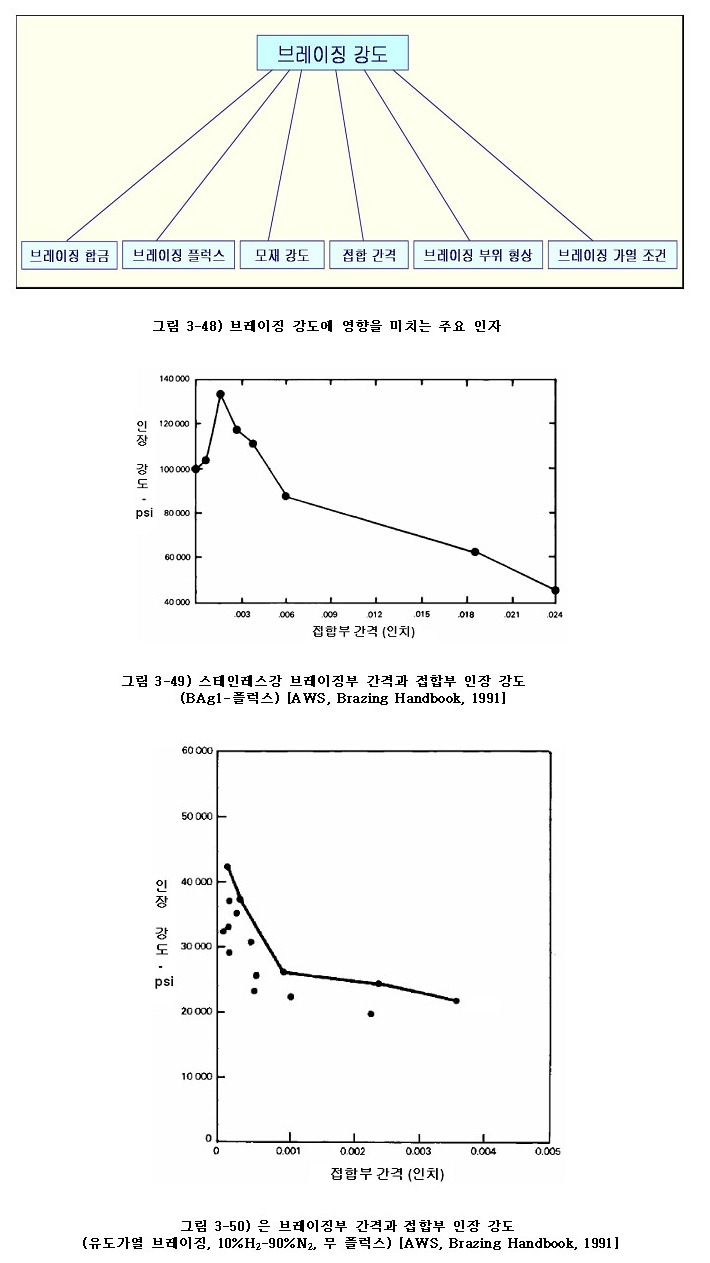
브레이징 후에 요구되는 강도에 따라 브레이징 합금의 선택이 달라질 수 있다. 브레이징 합금 자체의 강도도 중요하지만, 모재강도, 접합간격, 브레이징부의 형상, 브레이징 가열 조건에 따라 브레이징 강도가 달라질 수 있다(그림 3-48 참조). 그림 3-49) 및 3-50)은 각 각 스테인레스강 및 은 브레이징부의 접합부 간격에 따른 브레이징부 인장 강도 변화를 보인 것이다. 그림 3-49)에서 보듯이 플럭스를 사용하는 경우, 접합부 간격이 약 0.002인치 (약 0.05mm) 일때, 인장강도가 최대가 되는 것을 볼 수 있다. 반면, 그림 3-50)과 같이 플럭스를 사용하지 않고 분위기 가스를 사용하는 경우, 아주 좁은 틈새에도 액상의 플럭스보다 용이하게 침투하여 산화물을 제거할 수 있다. 따라서, 그림에서 보였듯이 간격이 0.005mm 정도까지 좁혀도 강도가 증가하여, 접합부 틈새가 작을수록 강도가 높아짐을 알 수 있다. 이들 그림으로부터, 강도는 접합부 간격이나 브레이징 방법에 따라 크게 변화됨을 알 수 있다.
|
|
| 이전글 | 3. 브레이징 합금 선택 시 기술적 고려사항 3-7. 모재와의 친화력 |
| 다음글 | 3. 브레이징 합금 선택 시 기술적 고려사항 3-9. 브레이징 합금원소의 증기압 |